污泥热水解/厌氧消化工艺
为解决传统厌氧消化技术处理效率不高等问题,国内外进行了广泛的研究和工程实践,开发了热水解预处理技术,其中商业化以CambiTHP®、BioThelys和Exelys热水解工艺为主。热水解具有提高有机物降解率、提高厌氧消化产沼气率、杀灭病原菌等特点,在现况污水处理厂厌氧消化改造、大型污水处理厂新建污泥处理工程以及脱水污泥集中处理的新建项目中得到了广泛应用,并具有较好的应用前景。北京高碑店、小红门、槐房、高安屯和清河二厂五座污泥处理处置中心均采用热水解/厌氧消化技术路线,实现了污泥的稳定化、资源化和无害化,污泥产品主要用于土壤改良、苗圃种植等,为全国提供了可借鉴的污泥处理处置模式。此外,全国其他工程项目如长沙市污水处理厂污泥集中处置工程、西安市污水处理厂污泥集中处置项目、湖北襄阳污泥处置工程,也采用了热水解/厌氧消化的技术路线。但是污泥热水解/厌氧消化工程仍然存在一些需要解决的问题,包括厌氧消化抑制、消化液脱水、难降解物质处理等,因此需要通过工程分析,不断总结经验,为污泥热水解/厌氧消化工程投资、建设、运行提供参考。
1、污泥热水解/厌氧消化工艺流程分析
近20年,热水解工艺一直受到科学界和工业界的关注,国内外污水处理厂的全规模热水解/厌氧消化工程数量显著增加。尽管该技术已经规模化、商业化,但仍有大量的研究在同步进行。
1.1 基于污水处理厂的污泥热水解/厌氧消化工艺
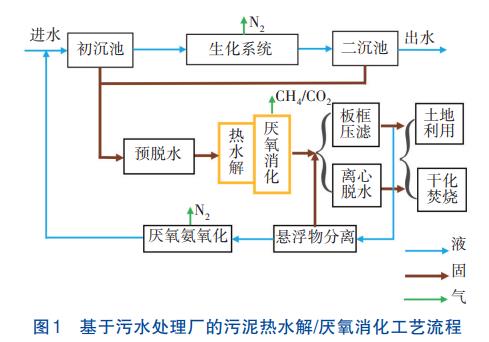
污泥是污水处理厂生化反应的副产物,依托污水厂建设热水解/厌氧消化设施能够实现污泥厂内减量化、稳定化、无害化和资源化。厌氧消化利用污泥中的有机物产沼气并热电联产,是污水处理厂实现能量自给的重要手段。更重要的是,由于依托污水处理厂,消化液再循环到污水厂使达标处理得到了保障。国内外大部分热水解/厌氧消化工程都依托污水处理厂建设,典型工艺流程如图1所示。作为典型的污泥工艺流程,热水解/厌氧消化可在新建污水处理厂或扩建污水处理厂泥区中应用。北京城区污泥热水解/厌氧消化工程运行4年以来,厌氧消化系统整体运行平稳,沼气产气量>350m3/tDS,有机物分解率>40%,各项指标均达到或超过设计标准。
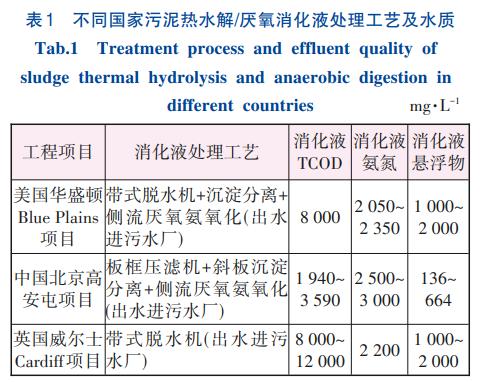
热水解污泥消化液的氨氮浓度高达2000~3000mg/L,若不经处理直接回流至污水处理厂主处理区,将增加20%~40%的进水氨氮负荷,导致污水处理厂氨氮与总氮达标困难。表1列举了世界典型污泥热水解/厌氧消化液处理工艺及水质。可以看出,这几个工程项目均采用消化液脱水后经过侧流厌氧氨氧化处理后出水或直接进污水处理厂的方案。华盛顿BluePlains污水处理厂是世界上最大的深度处理厂,处理规模约150×104m3/d,已建成世界上最大的侧流式厌氧氨氧化工艺,设计处理能力约7700m3/d,目标进水氨氮含量为8000kg/d,预计能降低50%的曝气量和75%的甲醇用量,目前为世界上最大的厌氧氨氧化技术应用项目。
1.2 基于资源化回收的污泥热水解/厌氧消化工艺
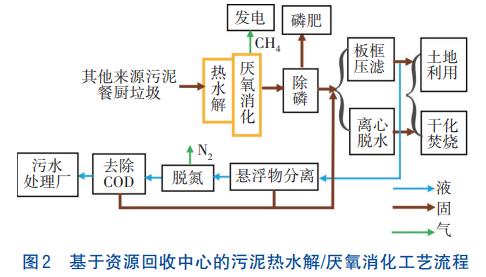
为了更好地摆脱城镇污水处理厂的污泥困境,实现城市“废物到资源”的闭环管理,探索开发了以资源回收为目标的收集和处理多座污水处理厂的污泥,甚至外接餐厨垃圾的“污泥处理中心”,其工艺流程如图2所示。建设污泥处理中心主要依托两点优势:一是减少工程建设,节约投资成本;二是回收更多的能源,生成高品质产物。随着众多脱氮除磷新技术的逐步扩大应用,污泥处理中心不再被仅仅视为“污泥处理场所”,而是可以成为“能源工厂”和“资源工厂”,是未来城市的关键组成部分。污泥处理中心在一开始就要通过综合方法来回收多种资源,比如三种产品:磷肥、有机肥和能供热或发电的沼气。需要注意的是,“污泥处理中心”会导致污染物集中,在回收能量和肥料的同时保障排水达到市政管网按管标准。这种项目的运营还需要通过其他污水处理厂、肥料厂、发电厂等多家企业、机构的合作实现。污泥处理中心的模式不能盲目追求物质的回收和循环利用,必须在经济可行的情况下,与当地经济和环境相结合,才能实现可持续的物质回收和能量回收。
热水解/厌氧消化应用于污泥和餐厨垃圾协同处理,可以提高病原菌的杀灭水平和消化系统的有机物转化产沼气效率,典型应用项目见表2。
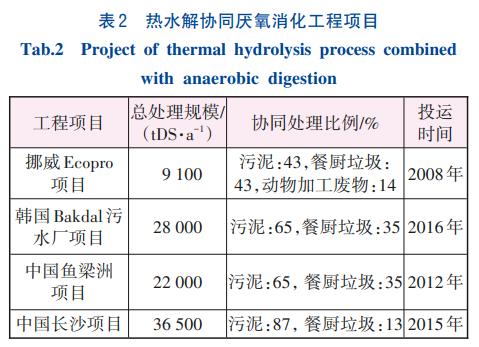
以投运时间较早的Ecopro项目为例,说明热水解厌氧消化集中协同处理污泥餐厨垃圾的应用。该项目地处挪威中部,建设在Verdal社区的山岭中间,服务于Trondheim在内的52个社区。协同处理的有机废弃物包括食品分类的餐厨垃圾、来自污水处理厂的污泥以及动物加工废弃物。自2008年运行以来,该项目设备的有效使用时间效率达到98%以上。
2、污泥热水解/厌氧消化技术的弊端
2.1 热水解高温产生褐色的难降解物质
污泥热水解过程中,糖类尤其是单糖在没有蛋白质等氨基化合物存在的情况下,加热到熔点以上的高温(140~170℃)时,因糖发生脱水与降解,会发生褐变反应,称之为美拉德反应。类黑精是美拉德后期反应产生的一类阴离子含氮杂环聚合物,其具体结构还不清楚,但有大量的文献表明类黑精是美拉德产物的主要活性物质,也是主要的显色产物。在污泥热水解过程中,参与美拉德反应的羰基化合物主要为多糖、蛋白质,液相中多糖和蛋白质的含量直接影响类黑精的生成量。随着热水解温度的升高,污泥的破解程度不断提高,通过分析液相中溶解态的蛋白质和多糖的含量,可以得到污泥热水解过程中有机物的转化与类黑精生成量之间的关系。不同热水解温度对污泥上清液溶解性物质含量的影响见图3。
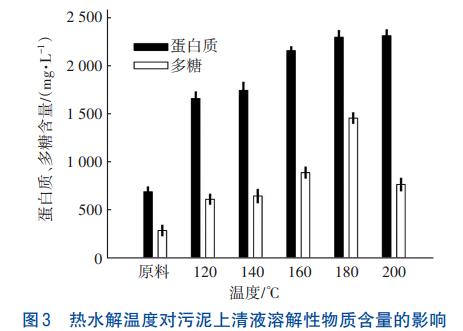
如图3所示,通过比色法测得的溶解态胞外聚合物中蛋白质和多糖的含量随水热温度的上升而升高。当水热温度上升至200℃时,溶解态蛋白质的含量上升至最大值(2313mg/L),说明热水解温度升高使细胞破碎,促使有机质溶出,大分子物质转化成蛋白质进而转化成小分子氨基酸。多糖含量在180℃时达到最高,随后开始下降。温度超过180℃后多糖的含量下降,说明多糖分解成小分子单糖或参与了其他反应。随着温度的升高,污泥上清液的颜色逐渐加深并出现深棕色液体。由于实际污泥样品的组分较复杂,可通过测定420nm处的吸光度来反映类黑精含量。还原糖和蛋白质在高温条件下容易发生美拉德反应,当温度超过140℃时,吸光度随着温度的升高而逐渐增大,当温度超过180℃时推测发生了焦糖化反应,生成的杂环类物质(美拉德反应产物)进一步聚合生成焦油及其他副产物。Driessen等在荷兰南部城市蒂尔堡污水处理厂进行了22个月的研究,发现热水解产生的这些可溶性难降解化合物在污泥处理后通过滤液再循环到污水厂主流生化工艺中会导致出水COD浓度增加,该厂设计中通过添加稀释水来减轻消化液中难降解物质对生化处理系统造成的抑制作用。
2.2 消化液中腐殖质类物质的生成
热水解处理导致溶解性有机物含量增加,污泥颗粒变得细小,蛋白质由固相溶解到液相。厌氧消化处理后污泥胞内多糖被释放而生成腐殖酸类物质、类腐殖酸、类富里酸等。分子荧光特性分析表明,污泥上清液中有两个荧光峰被检测出来,分别是微生物代谢产物和芳香族类蛋白质。剩余污泥中这两种物质的响应值最强,经过热水解、厌氧消化处理后,荧光响应值明显降低。污泥热水解过程使大分子有机物裂解,厌氧消化后污泥的芳香族类蛋白质的荧光响应值降低,氨基酸等溶解性小分子有机物被进一步分解。厌氧消化过程加速了有机物质的腐殖化过程,腐殖酸区域的荧光响应值升高。
采用高效体积排阻色谱对溶解性胞外聚合物的分子质量进行分析,发现溶解性胞外聚合物分子质量分布图中出现5个峰,并且分子质量均在5ku以下,说明溶解性胞外聚合物中蛋白质和多糖类等大分子有机物和低分子质量有机物含量较少,而腐殖酸等中等分子质量有机物组分含量相对较多,该结果与三维荧光显示的数据一致。总体来说,厌氧消化液经过A/O工艺处理后基本都是低于5ku的中分子或小分子物质。有些工程消化液采用多级A/O和超滤膜处理,腐殖酸类有机物水解利用率较低,很难被A/O工艺中的好氧微生物利用,在A/O段的缺氧段厌氧微生物逐渐繁殖,使得腐殖化程度进一步加强。这部分腐殖酸进入超滤膜后,一般难以穿透超滤膜,从而不断富集。在超滤膜的运行过程中,过度富集的腐殖酸类大分子有机物进入膜空隙内部并吸附,减少有效的膜孔径数量及孔径,加重膜负荷,进而导致膜通量下降。为了维持处理能力,可采取新增膜组件的方法,但会增加工程项目的投资。
2.3 粒径减小、均一性增强,沉降性能变差
热水解处理过程可使污泥中的大分子有机物裂解成为小分子有机物,污泥絮体粒径随有机物裂解而减小。热水解和厌氧消化利用污泥中的溶解性有机物,剩余污泥经过热水解/厌氧消化处理后粒径明显下降。厌氧消化处理后污泥絮体颗粒小而密实,孔隙结构消失,污泥的团聚性能减弱,因此厌氧消化后污泥脱水性能恶化。热水解/厌氧消化污泥脱水难度大、效果不佳,是该处理工艺中关键的问题。高昂的脱水药剂费用无疑增加了工程项目运行成本。
3、污泥热水解/厌氧消化运行中应关注的问题
3.1 泥量与泥质
污泥厌氧消化产生的沼气能够提供热能,维持热水解和厌氧消化过程所需温度,因此,热水解厌氧消化系统在运行过程中的热能完全靠污泥自身反应产生的沼气提供,无需外加能源。不同地区的污水收集系统之间的差异会导致不同污水处理厂污泥组分出现显著差异,从而影响污泥热水解效率。如果是污泥处理中心,污泥量、污泥有机物含量还会受到外来泥的影响而出现一定波动。泥量骤减会导致沼气产量低于锅炉用气量,最终导致热水解系统停产。因此,在热水解运行过程中,尤其是在冬季需要提前判定热水解处理污泥量是否大于所需最小污泥处理量,若是则热水解单元正常连续运行,否则几条生产线交替运行或利用天然气补充锅炉用气,以满足热水解运行热能需求。
3.2 消化液固液分离
污泥热水解/厌氧消化液具有碱度大、悬浮物粒径小、腐殖酸含量高、固液难分离的特性,消化液处理过程中固液分离是关键,现应用的设备离心机固体回收率低,离心脱水液的悬浮物浓度可高达5000mg/L,而且大多是胶体性质的细小颗粒,对后续设备处理效果的影响较大。板框压滤机滤液悬浮物浓度较低,但CaO投加比例约为10%~15%(干固比),FeCl(3浓度为30%)投加比例约为2%~15%(干固比),加入大量化学药剂不但成本高,且脱水泥饼对后续土地利用和焚烧等处置与利用有一定影响。因此,一方面需要针对热水解消化液特性开发固液分离技术,另一方面应深度解析消化液有机质组分,甄别影响脱水性能的关键因子,实现对污泥中特定组分的精准调控,以解决现有厌氧消化液分离投加药剂多、分离效果差的难题,实现污泥的高效脱水。
3.3 热水解工艺气
污泥在热水解反应和闪蒸过程中产生的挥发性气体(包含部分蒸汽)被称为工艺气。现况处理办法是将工艺气通入消化池工作液位1m以下,由此导致沼气中硫化氢含量较高、甲烷含量略低,致使后续沼气脱硫设备的运行成本增加。此外,热水解工艺气中硫、氨、醇类等气体含量较高,其中硫化氢最高达到3050mg/m3。工艺气中臭气含量超过《恶臭污染物排放标准》(GB14554—1993)最低排放限值,一旦泄漏,对环境的影响极大。因此需要根据污泥热水解工艺气的特性和处理规模,有针对性地采取化学吸收或焚烧处理工艺,同时建议在工艺气管路、冷凝水罐等特定区域设置有毒气体报警或易挥发有机物监测仪表。
3.4 磷有效回收
在污水处理过程中,大部分磷经过生化反应后会转移到污泥中。热水解过程中污泥絮体被破坏,磷的释放量显著增加,污泥消化液中总磷浓度可达70~200mg/L。污泥厌氧消化液中富含氮、磷,其中的磷酸根离子、铵根离子与镁离子能够发生反应生成难溶于水的固体物质——鸟粪石(磷酸铵镁),从而引起消化池换热器、管道等堵塞,给正常运行造成影响,需增加定期清除等维护工作。污泥厌氧消化液脱水后回流污水处理厂主体生化工艺,不仅增大磷负荷,而且还造成主体工艺生物除磷效率出现波动。污水中磷进入污泥,而污泥经热水解释放返回污水。由于磷资源的有限性以及我国水环境治理的要求,消化液处理工艺中应包含磷回收单元。Zhou等研究表明,将Airprex®磷回收反应器设置在消化池后,系统对磷的去除率高达85%~90%,同时脱水絮凝剂投加量减少了10%,PO43--P返回浓度的降低不仅减小了消化液生化处理磷的负荷,而且提高了污水处理厂出水达标的可靠性。
3.5 消化温度控制
热水解使污泥温度升高,因此在厌氧消化罐中需采用换热器进行降温,使其温度不超过40℃。由于换热器结垢、夏季气温高等因素导致消化池温度比设计值(40℃)高4~6℃。
氨是抑制甲烷生成的抑制化合物之一,如果消化池中NH₄⁺−N的浓度和温度均较高,则厌氧消化性能将受到负面影响。研究表明,中温厌氧消化情况下,3000mg/L的氨氮会对产甲烷微生物活性产生抑制作用,高温厌氧消化情况下,氨氮浓度超过2000mg/L便会产生抑制影响。沼气中甲烷含量较低会影响沼气热值,以致发电效率降低。在运行管理中,需定期清理换热器结垢以维持其换热效率,同时密切关注每座消化罐的温度、沼气产量、甲烷含量等运行指标,若出现异常则适当降低消化罐的运行负荷。
4、结论
实现“污泥处理、能量平衡、资源回收”是污泥处理工程技术发展的目标。污泥热水解/厌氧消化技术实现了碳回收,但污泥消化液中氮、磷等物质的处理和利用使整体工艺变得复杂,同时对工艺运行控制提出了一定要求。热水解/厌氧消化工程应用的利弊,还需要几年时间来摸清,其间污泥处理目标、消化液出水标准和相关脱氮除磷技术在不断变化和发展,这就要求污泥热水解/厌氧消化工艺在适用性上需具有灵活性。对此,针对污泥热水解/厌氧消化技术的优势和存在问题,在规划和设计上应综合考虑这些因素与污水处理厂布局的结合,系统考虑污泥“污染治理”与“资源回收”的双重属性,处理好“耗能”与“减排”关系,只有这样污泥热水解/厌氧消化技术才能体现出其先进性。
建树环保是一家专注于水污染治理、大气污染治理及环境专用设备制造与销售的建设工程施工企业,建树环保持有环保工程专业承包二级资质和安全生产许可证,为客户从“方案设计”、“工程施工”、“安装调试”、“售后服务”环节提供服务。联系电话:135 5665 1700。