
酸性废水去除氨氮技术
铅、锌冶炼行业作为我国冶金行业的重要组成部分,冶炼过程中产生的三废问题值得高度关注,国家也对铅、锌工业污染物排放制定了GB25466-2010《铅、锌工业污染物排放标准》。企业一直将重金属含量是否达标作为外排水的重要依据,随着社会的发展,废水排放指标越来越多,要求越来越严,除了重金属元素要达到排放标准外,废水中的氨氮含量也要得到严格控制。水体中过量的氨氮会造成水体富营养化、降低水体溶氧、反应产生致癌物质、破坏生态平衡等危害,所以严格控制废水中的氨氮含量迫在眉睫。
前人已对去除废水中的氨氮做了大量研究,主要分为四大类:化学法,如折点氯化法、磷酸铵镁沉淀法、电化学氧化法;物理法,如分子筛离子交换法、吹脱法;生物法,如生物硝化与反硝化法;新兴氨氮去除技术,如氯/紫外联合氧化技术"、超声吹脱组合工艺。针对不同类型的废水需采用不同的氨氮处理工艺,笔者针对郴州某冶炼厂所产生的酸性废水进行氨氮去除处理,在不改变现有工艺路线的基础上,对现有工艺条件进行改进,以确保外排水能够稳定达标排放,减少返回二次处理,节约生产成本。
1、氨氮去除的影响因素
试验所处理的废水为郴州某冶炼厂产生的酸性废水,采用车间原工艺处理,工艺流程为三段处理法:一段采用石灰乳调节酸性废水pH值至10,搅拌30min后压滤;二段加入硫化钠和生物制剂,用石灰乳调节酸性废水pH值至9后压滤;三段加入生物制剂和稳定剂,然后用石灰乳调节pH值至7左右,搅拌30min后压滤,压滤废水合格则外排。原工艺重金属含量能够达标,但氨氮含量有时需要返回一段进行二次处理才能达标,故试验主要研究对象为氨氮含量,暂不考虑其他指标。试验所取酸性废水原液氨氮质量浓度为50mg/L。
1.1 pH值
在反应时间为30min、反应温度为85℃、不曝气的条件下,改变pH值对酸性废水进行处理。pH值与酸性废水氨氮含量的关系见图1。
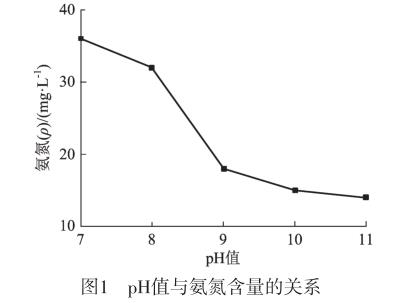
从图1可以看出:酸性废水中氨氮含量随着pH值的升高出现快速下降。这是由于氮在水体中以氨态氮形式存在最为常见,而NH在碱性条件下不稳定可以生成NH3,随着碱性增强,酸性废水中氨氮含量降低。根据试验结果,结合现有生产条件选择最佳pH值为10。
1.2 反应时间
在反应温度为85℃、pH值为10、不曝气的条件下,改变反应时间对酸性废水进行处理。反应时间与酸性废水氨氮含量的关系见图2。
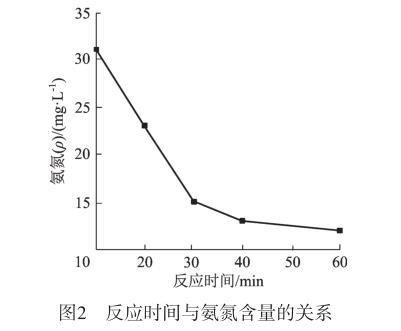
从图2可以看出:反应前30min,氨氮含量出现快速下降,从30min到60min氨氮含量变化较小,说明酸性废水中的氨氮在前30min基本反应完全。考虑到时间成本,选择反应30min最佳。
1.3 曝气时间
在反应温度为85℃、pH值为10、反应时间为30min的条件下,用实验室小型气泵插入到反应装置底部进行曝气,气泵流量为60L/min。曝气时间与酸性废水氨氮含量的关系见图3。
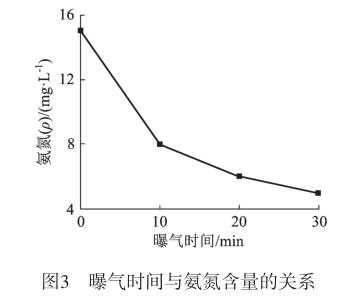
从图3可以看出:增加曝气后,随着曝气时间的延长,酸性废水中的氨氮含量又得到进一步下降。这类似于吹脱法除去废水中的氨氮,吹脱法的原理是将溶液调至碱性,使铵离子转化为游离氨,再利用气体为载体,将其与液相分离。试验中采用空气作为载体,既起到吹脱作用,又有部分氧化作用,使得酸性废水中的氨氮更快、更完全地释放出来,强化脱除氨氮的效果。
1.4 反应温度
在pH值为10、反应时间为30min的条件下,结合生产情况,选择30,45,65,85和95℃对酸性废水进行处理。在不曝气的情况下,反应温度与酸性废水中氨氮含量的关系见图4。曝气30min,反应温度与酸性废水中氨氮含量的关系见图5。
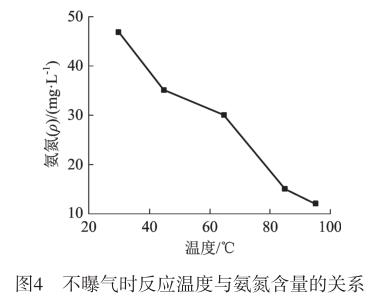
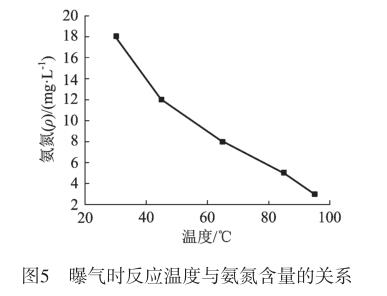
图4和图5中均出现氨氮含量随着反应温度的升高而快速下降的现象,由此可见温度是影响氨氮处理效果的重要因素。随着反应温度的升高,酸性废水中分子运动更剧烈,溶液处于不稳定不平衡状态,而NH4+在碱性条件下不稳定可以生成NH3,酸性废水温度升高,体系能量上升,为NH4+转化为NH3提供动力,导致酸性废水中更多的NH4+转化为NH3,使得酸性废水中氨氮含量下降。对比图4和图5可以明显看到,同一温度下,曝气和不曝气对氨氮含量的影响也很大,增加曝气后,酸性废水中的氨氮含量明显低于不曝气的情况,说明曝气起到了吹脱氨氮的作用。综上,最优反应条件为升高温度的同时进行曝气,温度控制在85℃最佳,继续升温虽然还能进一步降低酸性废水中氨氮含量,但升温的成本也会增加。
2、不同工艺条件对比
2.1 原有工艺
该企业原有酸性废水处理工艺流程见图6。
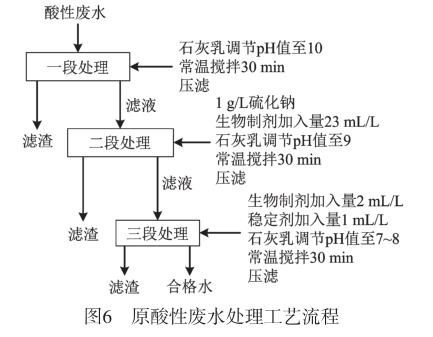
图6中所示生物制剂和稳定剂为中南大学科研团队研制,主要作用为去除酸性废水中的重金属和铊。酸性废水经过三段处理后重金属含量均基本达标,氨氮含量偶尔会超标,超标的废水需返回一段进行二次处理,直至各项指标均合格后再排放。为了使氨氮含量能够稳定持续地达标、减少二次处理的次数、节约生产成本,在原有工艺路线不改变的情况下,根据上述影响氨氮含量相关因素的研究结果进行工艺参数的调整。
2.2 工艺参数对比
根据研究发现,反应温度、pH值及曝气时间对氨氮去除效果的影响较大,技术人员结合原有工艺路线,提出6种工艺参数的调整方案,并进行酸性废水中氨氮含量的对比,确定最优的参数。不同方案测定的酸性废水氨氮含量结果见表1。
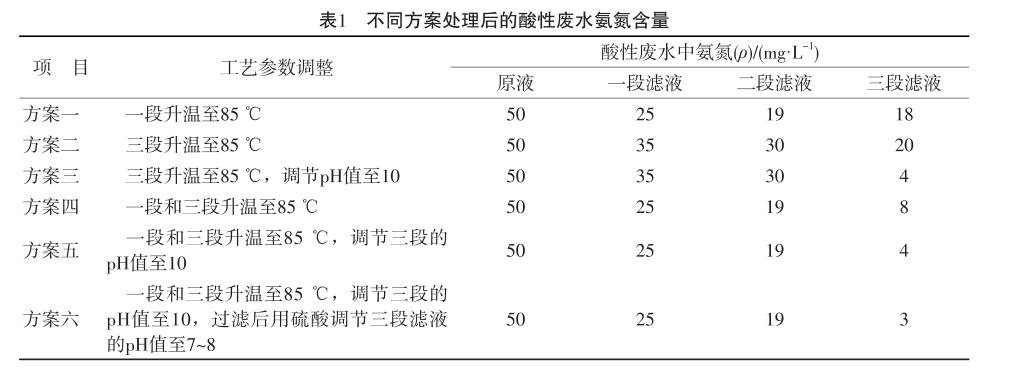
从表1可以看出,在不改变原有工艺路线的情况下,对相关参数进行调整,结果相差甚大。方案二和方案三是在不改变一、二段处理条件的情况下,将三段的反应温度升至85℃进行的对比试验。从试验数据来看,三段升温不调节pH值处理后的酸性废水中氨氮含量有明显下降,最终效果和方案一相差不大;三段升温同时调节pH值处理后的酸性废水中氨氮含量明显优于升温不调节pH值工艺,氨氮去除率达到92%,效果较好,但会导致三段处理后的酸性废水pH值过高,达不到外排标准。
方案四至六是在不改变二段处理条件的情况下,对一段和三段的反应温度、pH值进行调整的对比试验。从试验结果来看,方案六的氨氮去除效果略优于方案五,明显优于方案四,且末端回调pH值不会影响三段处理后酸性废水中的氨氮含量。
方案四至六是在不改变二段处理条件的情况下,对一段和三段的反应温度、pH值进行调整的对比试验。从试验结果来看,方案六的氨氮去除效果略优于方案五,明显优于方案四,且末端回调pH值不会影响三段处理后酸性废水中的氨氮含量。
根据GB25466-2010,氨氮(p)要低于8mg/L才能达标排放。稳妥起见,选择方案六的工艺参数最佳,结合氨氮去除影响因素的研究结论,在方案六的基础上加曝气更能保证氨氮含量达标。因此最终选择的酸性废水氨氮处理的工艺路线为:一段升温至85℃,二段处理条件不变,三段升温至85℃、调节pH值至10、曝气30min,最终用少许硫酸回调滤液的pH值至7~8,可使酸性废水中氨氮(P)从50mg/L降至3mg/L。
3、结论
该企业的酸性废水除氨氮试验可以得出以下结论:
1)调节废水的pH值至10,反应时间为30min,升温至85℃,外加曝气30min,酸性废水中氨氮去除率能达到92%。
2)最优工艺路线为:一段升温至85℃,二段处理条件不变,三段升温至85℃、调节pH值至10、曝气30min,最终用少许硫酸回调的pH值至7~8,可使酸性废水中氨氮(p)从50mg/L降至3mg/L。
在污染物达标排放的同时减少资金投入是企业一直重点关注的方向。对该企业来说,在不改变原有酸性废水处理工艺路线的基础上,利用该企业自产的硫酸和蒸汽,调节酸性废水处理的反应温度和pH值,不需另外投资购买设备、材料,减少了运行成本,去除氨氮的效果明显且稳定,减少了酸性废水二次处理的成本和风险。
广东建树环保科技有限公司是一家专业从事工业废水处理、工业废气处理和环境修复的环保设备研发与销售服务的企业。为工业企业和市政工程等项目提供工业废水处理、工业废气处理、有机废气VOCs处理的一体化解决方案,从“工程设计”、“工程承包”、“设备采购”、“安装调试”、“耗材销售”、“运营管理”、“环评办理”等环节提供专业的差异化服务,联系电话:135 5665 1700。





